


(全自動打釘/折蓋/封箱流程線)
近年;勞動人口縮減,基本工資調高,移工難於管理,廠內管理不善容易造成良率問題…等。業主毅然轉型成為「全自動工業」並開始發展多功能產線。

(圖:國內正面臨基礎勞動力不足的問題)
本公司獲國際知名大廠「台灣車樂美縫衣機股份有限公司」的青睞,訂購一套全自動打釘/折蓋/封箱流程線。除了將人力運用至其它部門外,更可以減少人為的包材成本損秏。
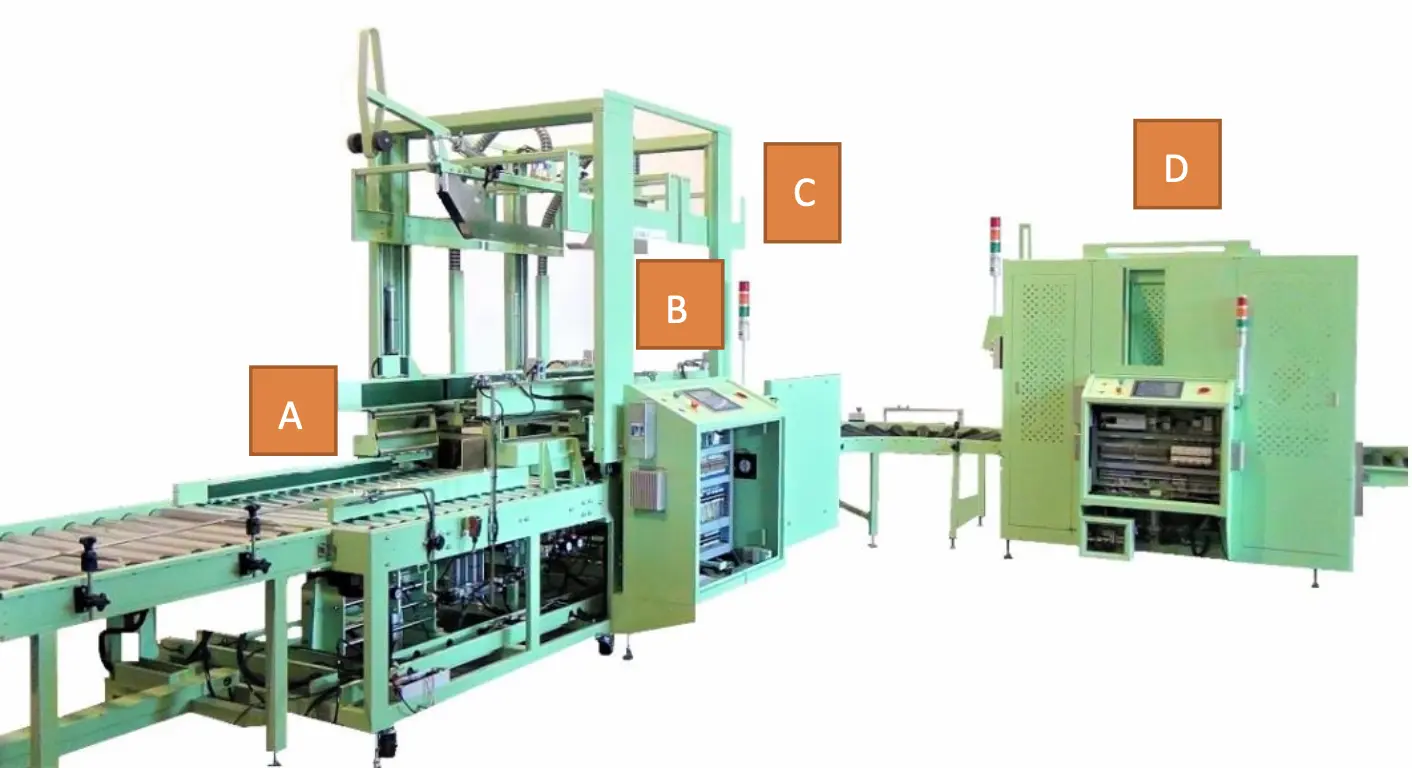
此流程線,共分為以下幾個包裝階段:
A. 頂上裝置,下折蓋裝置
B. 打釘裝置
C. 轉向移載
D. 上折蓋封箱+金屬釘偵測
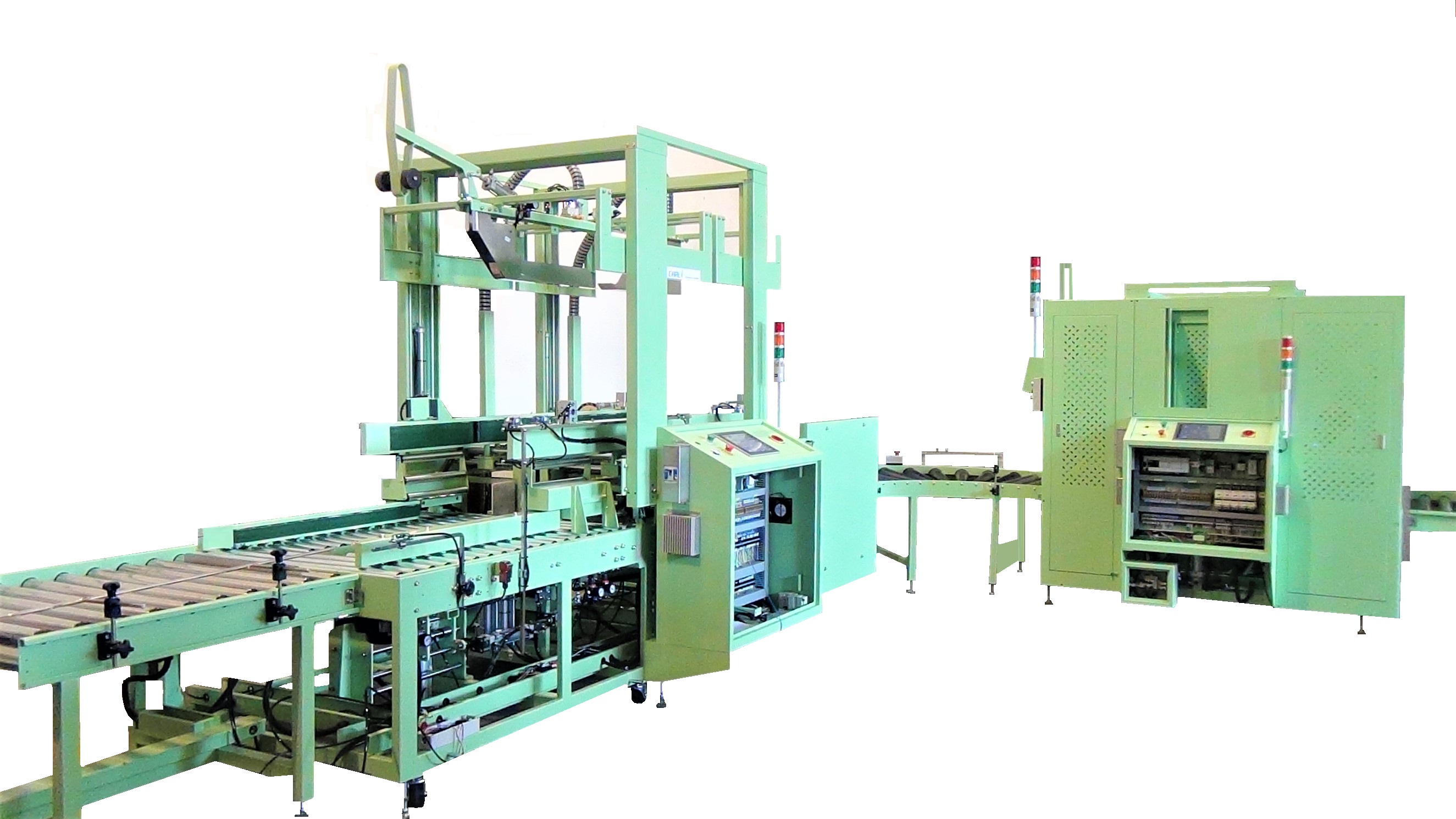
 (圖:車樂美公司向本公司採購全自動流程線一套)
(圖:車樂美公司向本公司採購全自動流程線一套)
開始進行自動包裝前,工作人會將內容物套上外紙箱,此時;外紙箱上、下部皆為開放式,進行輸送至第一階段「頂上裝置」開始進行全自動包裝。

(圖:上、下部為開放式紙箱,工作人員套入後進行全自動包裝)
紙箱進入第一階段,上部壓箱裝置會先進行阻檔內容物凸起,所以會先進行上部前、後折蓋,並將內容物與紙箱由下部頂上裝置裝填完成。

(圖:上部裝置將內容物阻檔凸起並折蓋,同時將內容物與紙箱由頂上裝置裝填)
第二段階是由下折蓋裝置進行紙箱下部折蓋,先折前、後蓋,再折左、右蓋。
(圖:下部折蓋裝置)
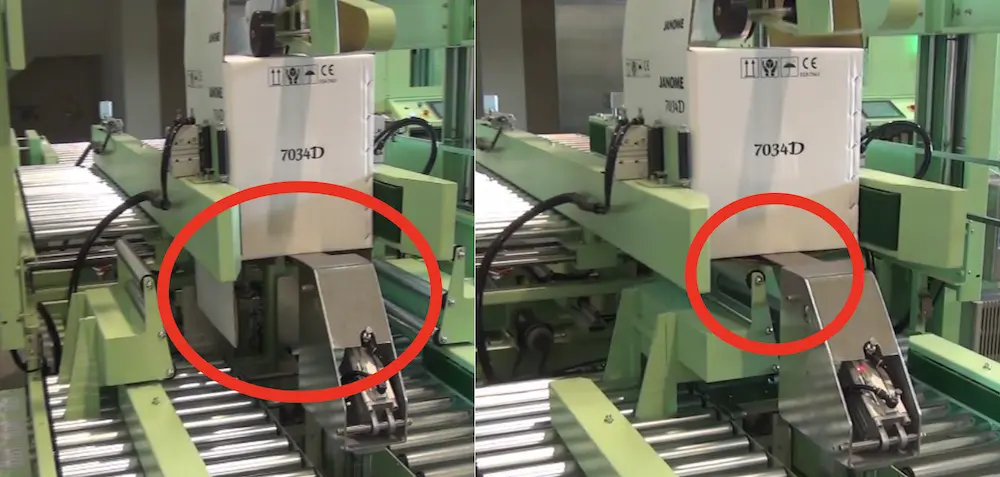
壓箱裝置將紙箱平壓後,開始進行全自動打釘作業,此時;由打釘裝置做移動,而紙箱是靜止的狀態。
(圖:壓箱後開始打釘作業)
長星工業依據各種不同需求的廠房大小與工作動線,進行客製化的輸送機與機械的規劃。此案規劃為L型動線,所以規劃了「錐型輸送機」進行轉向移載,而為了方向客戶在末端進行人工搬運,所以使用下降機械,將桌面高調整到更人性化的搬運高度。

(圖:下降機構與錐型輸送機)
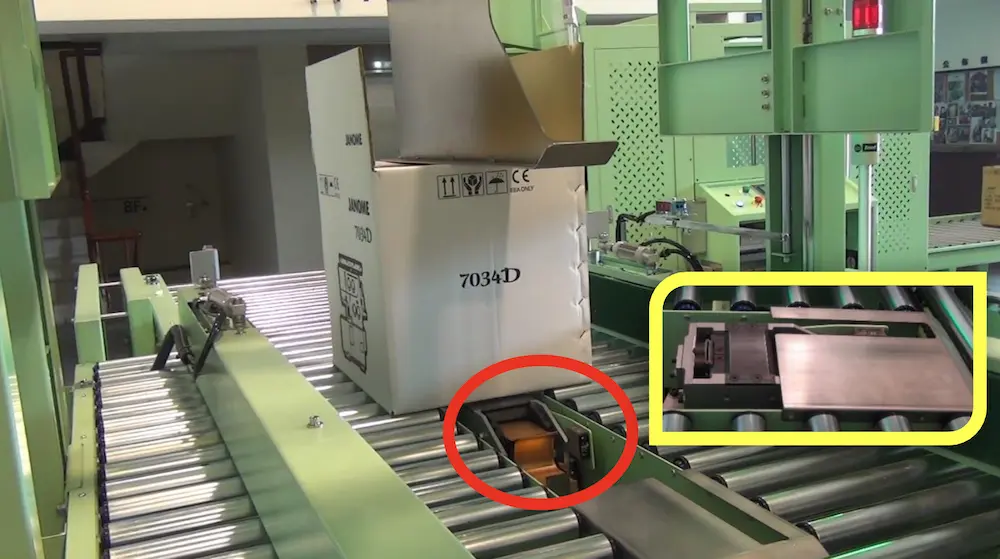
紙箱通過錐型輸送機進行轉向後,進入全自動上部折蓋封箱機與金屬釘偵測裝置。

(圖:全自動上部折蓋封箱機與金屬釘偵測裝置)
特別感謝車樂美公司對本公司的支持與信任,隔年再度下單第二條全自動產線,祝福車樂美公司業績蒸蒸日上。
